ABOUT
Hanhai Opto-electronic is a major scientific research achievement transformation institution of the Hefei Institute of Physical Science, Chinese Academy of Sciences.
Hanhai Opto-electronic is a major scientific research achievement transformation institution of the Hefei Institute of Physical Science, Chinese Academy of Sciences.

Hanhai Optoelectronics centers on laser absorption spectroscopy-based gas detection (TDLAS)technology, developing and manufacturing a full range of products to deliver comprehensive gas detection solutions for cross-field and multi-industry customers.

Hanhai Optoelectronics' laser gas detection products focus on the monitoring of flammable, explosive, toxic and harmful gases as well as greenhouse gases. Leveraging mature technical solutions and flexible product adaptability, these products can be widel

With over a decade of technical accumulation and recognition from nearly a hundred customers, Hanhai Optoelectronics' laser gas detection products have delivered successful cases covering core scenarios across petrochemicals, urban gas, environmental moni

The company's core technology has been jointly recommended by the Ministry of Emergency Management, the Ministry of Science and Technology, and the Ministry of Industry and Information Technology.
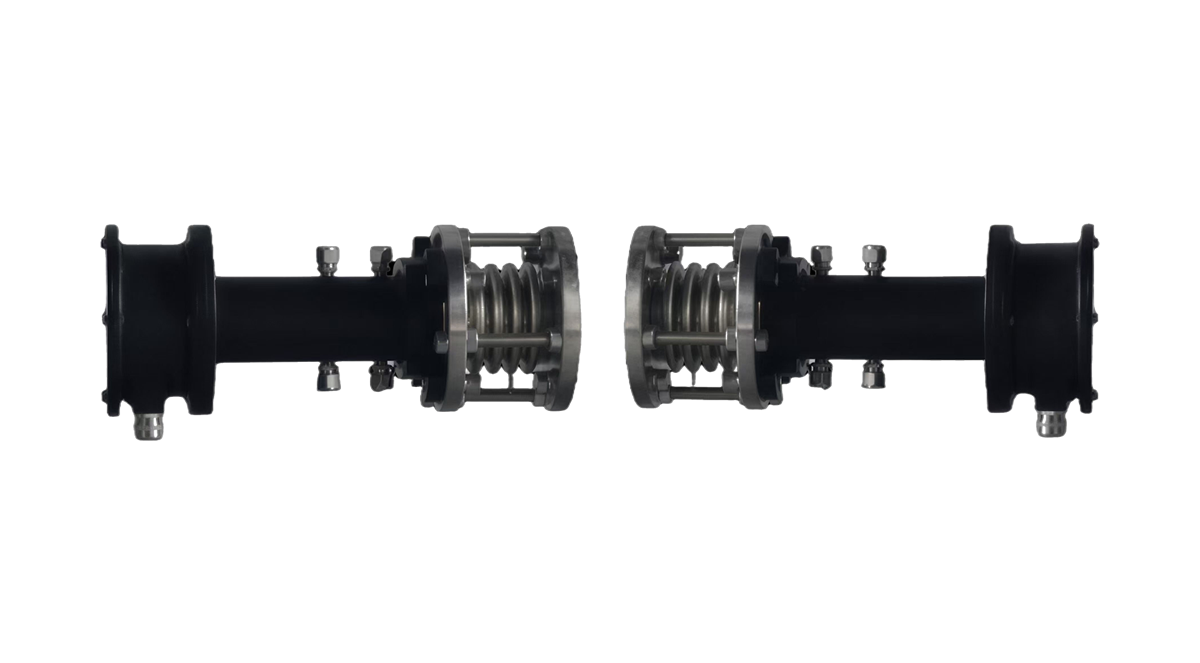
(Carbon Dioxide) In-situ Through-type Laser Gas Analyzer It is an industrial-grade online monitoring instrument based on the core technology of Tunable Diode Laser Absorption Spectroscopy (TDLAS), specially designed for industrial process control and environmental emission monitoring scenarios. With the core design concept of "in-situ real-time monitoring, anti-interference stable operation and accurate data output", the product innovatively adopts a through-type installation structure, which breaks through the pain points of traditional analyzers such as sampling lag, susceptibility to interference and complex maintenance, providing a continuous and reliable online monitoring solution for carbon dioxide concentration under full working conditions in chemical, power, environmental protection, metallurgical and other fields.
Relying on the "fingerprint-level" identification technology of TDLAS laser, the analyzer is accurately calibrated for the characteristic absorption spectral lines of carbon dioxide, featuring extremely strong detection specificity. It can effectively avoid environmental interferences such as water vapor, dust and other gases, achieving accurate measurement of concentration at ppm level, with its data real-time performance and reliability complying with industrial monitoring standards. In-situ monitoring ensures zero lag: the laser directly acts on the measured gas to capture the dynamic changes of concentration in real time without sampling and transmission delays, providing accurate data support for closed-loop control of industrial processes and real-time supervision of environmental emissions. It features flexible installation and easy integration, supporting installation on multi-diameter pipelines and square flues without the need to modify the process flow. It realizes full-process intelligent management and control, supporting 24/7 uninterrupted operation, with real-time display of concentration data, historical curve tracing and over-limit alarm functions. It also allows remote parameter configuration and fault diagnosis, achieving integrated management of "monitoring-control-operation and maintenance".
Independent research and development
Active monitoring

Maintenance-free

High sensitivity

No false positives

Zero false negatives

Strong anti-interference
1. Power Industry: It is used for monitoring the combustion exhaust gas in boiler flues of thermal power plants, as well as real-time control of carbon dioxide concentration in SCR/SNCR denitration processes. It not only optimizes combustion efficiency to improve power generation benefits, but also meets the compliance requirements of environmental emission standards.
2. Metallurgical Industry: It is suitable for key processes such as blast furnaces and converters. For example, it monitors the carbon dioxide content in coal gas at the outlet of blast furnace bag filters to calculate calorific value, and monitors gas concentration before and after converter induced draft fans to ensure the safety of coal gas recovery. Meanwhile, it helps regulate combustion conditions and stabilize the smelting process.
3. Chemical Industry and Carbon Capture and Storage (CCS) Field: In chemical production, it can monitor carbon dioxide concentration in processes such as synthetic ammonia and urea production to regulate reaction progress. In carbon capture and storage (CCS) projects, it continuously monitors gas concentration in storage formations, issues timely early warnings of leakage risks, and ensures the safe advancement of projects.
4. Building Materials Industry: For cement production, it conducts real-time monitoring of carbon dioxide emissions inside kilns and flues, adapts to high-temperature and high-dust working conditions, provides data support for energy consumption control and environmental emission reduction during production, and facilitates ultra-low emission transformation in the industry.





1. Adopting a proprietary optical design and signal processing method, it delivers excellent penetration in high-dust environments, enable real-time gas monitoring.
2. The self-developed spectral inversion algorithm can quickly extract gas absorption spectra from spectral signals, filter out background photoelectric noise, and features high sensitivity.
3. The monitoring results exhibit good repeatability and linearity, minimizing fluctuations in the data.
4. It performs continuous detection over 1,000 times per second, and reliable results are derived from the calculation of these 1,000 detection outcomes.
5. The optical anti-shake system ensures long-term stable operation of the device even in vibrating environments.
6. It features easy installation, quick positioning, and flexible adjustment.
TEL:400-055-1239 (9:00~17:00)
MAIL:lisghanhai@gkhhlaser.com
ADDR:302 Floor, Building 5, No. 18, Kechuang 13th Street, Beijing Economic and Technological Development Zone